


材質:アルミの板金加工事例
-
薄板アルミのホッパー
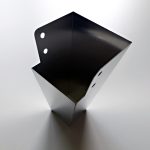
従来、薄板のアルミでホッパーを製作するのは、溶接構造の場合、溶け落ちてしまい、加工が困難でした。
ファイバーレーザ溶接を用いて加工条件を最適化することで、薄板でありながら隙間のないホッパーを実現しました。 -
脱水素装置(触媒反応器)
脱水素装置内部の平チューブを作りたい。
現在抱えている業者ではロウ付けで加工した際に、
歪がすごく、割れ等も発生し使用することができなかった。また、ステンレスの為、重い。軽くしたい。
-
R形状 タブレット対応キオスク端末筐体

大きなカーブを取り入れた存在感のあるデザインを精密板金の技術で表現しました。
レーザ溶接を取り入れて部品を一体化したアルミ製の軽量ボディは、
デスクに置いたり、壁に掛けたり、使う人を最優先に考えた自由なレイアウトを可能にしました。 -
レーザ加工機による精密板金の穴あけ加工

レーザ加工機により板厚未満の径で穴をあけた場合、仕上がりの形状が円形にならない。また、穴の周囲に溶けた材料(ドロス)が付着してしまう。
-
精密板金の曲げ加工における曲げ逃げの影響

精密板金部品を展開図にした際、曲げ線が板端面より内側になる形状の場合、曲げ逃げがないと曲げ部両端の材料がちぎれながら曲がる結果となる。これを無理曲げと呼ぶ。
無理曲げは、曲げ加工の際に曲がるまいとする板の抵抗力によって、金型から板が滑り、曲げ寸法の狙い値とのずれが生じる。
そのため、曲げ寸法の狙い値からのずれを補正するための工程や、手直しをする時間が増えてしまう。
同様の理由から、曲げ角度のばらつきも大きくなり、精度の向上が見込めない。
曲げ加工の余分にかかる時間がコストアップにつながってしまう。 -
QCDを御社の社内にてご提案
御社にて小規模な出張展示会を行います。
また、現地にて精密板金加工についてのご相談をお受けします。 -
精密板金加工、新規品における納期短縮方法
精密板金加工での平均的なリードタイムは10日としています。
但し、表面への塗装やメッキ等の処理が入ると13日以上かかることもあります。
さらに新規品については設計段階でのお打合せ、展開データ作成等に大幅に時間が取られます。
新規時の打合せ納期を短縮したいというご要望がありました。
-
精密板金曲げ加工で発生する穴変形の防止

曲げ加工をする際、曲げ部に近い穴は材料の伸びによって変形してしまう。穴が変形しないように、曲げの近くにあけないようにしていた。どうしても曲げの近くに穴をあけたい場合は、曲げ加工した後に切削加工で穴をあけていたが、工程が増えてコストアップになっていた。
-
テーラードブランク・テーラードベンドによる解決事例

フレーム(骨組み)の外観面を覆うカバー。
これまでの加工方法は切削加工により板厚を調整していた。
コストが割高になり、加工方法そのものを見直したいと要望があった。 -
ファイバレーザ溶接を用いたアルミの高品位な精密板金の溶接筐体

装置全体の重量を軽くするために、アルミ製のケースをご提案。ケースの材質をアルミにすることで、ケース内部の放熱性が良くなります。
アルミの溶接は難易度が高く通常はコストアップとなりますが、ファイバーレーザ溶接構造とすることでリーズナブルな価格で提供が出来ます。 -
精密板金技術によるハイブリッド工法!! 積層精密板金化によるダイナミックなコストダウンや軽量化のご提案

機械加工部品や金型費を含めたダイカスト部品のコストダウンへの課題。
-
切削加工と精密板金の融合ーハイブリット精密板金

切削加工にてブロックの削り出しを行っており、肉厚が薄い箇所に対しても切削加工の為、材料、加工工数共に、多くのムダが有る為、板金化の依頼があった。
-
アルミの溶接
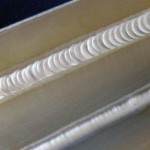
アルミの溶接です。
国家資格を持った溶接職人による溶接加工です。
綺麗なビードでの溶接が可能です。 -
アルミの溶接をレーザ加工

反射率が高いアルミの溶接をレーザで溶接をしています。
ファイバーレーザを用いて、裏波を出し、水が漏れない溶接加工です。
ロボットでの溶接加工の為、繰り返し精度が高く安定した品質でご提供できます。
また、歪修正がいらず綺麗なビードでの溶接の為、サンダーによる仕上げもいりません。 -
短納期対応でのザグリ加工

切削でのザグリ加工を短納期で仕上げたい。
ザグリ加工とは板やブロック等に穴を開けることで、貫通しておらず、底がある
穴開け加工のことを言います。
また、穴の形状は丸に限らず、六角や四角等があります。従来の加工ではブロックを切削加工により行っていました。
-
装置カバーのたわみ量解析
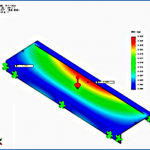
カバーに重量のある部品を取り付けた時のたわみ量を知りたい。