


部品分類:扉
-
精密板金加工のバーリングと活用事例

精密板金加工の場合、材料の板厚が1 mmから3 mm程度の薄板部品が多い。
一般的にねじの締結力を確保するためには、タップは3山以上にする必要がある。
例えばM3並目ねじの場合、ねじピッチは0.5 mmであるから、ねじピッチ0.5 mm×3山=1.5 mm以上の板厚が必要となる。
1.5 mm以上の材料を選択した場合は直タップで良いが、ねじ山を確保するためだけに、1 mmの板厚の部品を1.5 mmに厚くしてしまっては、部品重量の増加や材料費が増えて無駄が生じてしまう。 -
レーザ加工機による精密板金の穴あけ加工

レーザ加工機により板厚未満の径で穴をあけた場合、仕上がりの形状が円形にならない。また、穴の周囲に溶けた材料(ドロス)が付着してしまう。
-
精密板金の曲げ加工における曲げ逃げの影響

精密板金部品を展開図にした際、曲げ線が板端面より内側になる形状の場合、曲げ逃げがないと曲げ部両端の材料がちぎれながら曲がる結果となる。これを無理曲げと呼ぶ。
無理曲げは、曲げ加工の際に曲がるまいとする板の抵抗力によって、金型から板が滑り、曲げ寸法の狙い値とのずれが生じる。
そのため、曲げ寸法の狙い値からのずれを補正するための工程や、手直しをする時間が増えてしまう。
同様の理由から、曲げ角度のばらつきも大きくなり、精度の向上が見込めない。
曲げ加工の余分にかかる時間がコストアップにつながってしまう。 -
カラー鋼板、塗装鋼板によるリードタイム短縮

在庫を少なくし、極力受注生産での対応にしていきたいと思っている。
その為、通常の鈑金加工において、リードタイム短縮をお願いしたい。 -
精密板金曲げ加工で発生する穴変形の防止

曲げ加工をする際、曲げ部に近い穴は材料の伸びによって変形してしまう。穴が変形しないように、曲げの近くにあけないようにしていた。どうしても曲げの近くに穴をあけたい場合は、曲げ加工した後に切削加工で穴をあけていたが、工程が増えてコストアップになっていた。
-
スポット溶接を応用した金属と樹脂の異種材料接合

樹脂材料と金属を接合したい。
現在は接着剤での接合をしていたが、屋外の使用により経年劣化が心配である。 -
ファイバーレーザ溶接による厚板ステンレスの裏波溶接

レーザ溶接とは、レーザ光を熱源として金属に集光させた状態で照射し、金属を局部的に溶融・凝固させることにより接合します。しかし厚板の場合、レーザ光を吸収しきれず表面での接合に終わることが多い。そのため、これまでは機密性や強度が必要とされる箇所への溶接は避けられてきた。
-
テーラードブランク・テーラードベンドによる解決事例

フレーム(骨組み)の外観面を覆うカバー。
これまでの加工方法は切削加工により板厚を調整していた。
コストが割高になり、加工方法そのものを見直したいと要望があった。 -
切削加工と精密板金の融合ーハイブリット精密板金

切削加工にてブロックの削り出しを行っており、肉厚が薄い箇所に対しても切削加工の為、材料、加工工数共に、多くのムダが有る為、板金化の依頼があった。
-
スライドレールの変位量解析
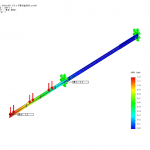
机の引き出しなどをスムーズに出し入れするために欠かせない部品のひとつにスライドレールがある。
そのスライドレールを最も伸ばした状態で、想定される荷重をかけた時に、どのくらいたわむのかを知りたい。 -
鋳物、ダイカスト部品を板金部品化に(工法転換)

鋳物やダイカスト加工製品を製作するにあたって、少量生産時(試作時)に金型を作るにはコストが掛かりすぎてしまう。
鋳物製品などはそれぞれ重量が大きくなってしまうため、軽量化した製品を作りたい。 -
装置カバーのたわみ量解析
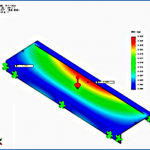
カバーに重量のある部品を取り付けた時のたわみ量を知りたい。