切断加工製品
-
精密板金加工で作るギヤ

精密板金加工でギヤを作ることができます。
平歯車を基本形状として、肉抜きや曲げ加工を加えることも可能です。
レーザで切断加工するため、切断面の面粗度が切削加工で作ったギヤのようになめらかにはなりません。そのため、低速回転で使うギヤに向いています。
ギヤの径を大きくしたい場合、切削部品では非常に高価になりますが、精密板金加工であれば、大きな径でも、安価に軽く作ることが出来ます。
大きなギヤを分割して作ることも出来ます。 -
精密板金加工のバーリングと活用事例

精密板金加工の場合、材料の板厚が1 mmから3 mm程度の薄板部品が多い。
一般的にねじの締結力を確保するためには、タップは3山以上にする必要がある。
例えばM3並目ねじの場合、ねじピッチは0.5 mmであるから、ねじピッチ0.5 mm×3山=1.5 mm以上の板厚が必要となる。
1.5 mm以上の材料を選択した場合は直タップで良いが、ねじ山を確保するためだけに、1 mmの板厚の部品を1.5 mmに厚くしてしまっては、部品重量の増加や材料費が増えて無駄が生じてしまう。 -
R形状 タブレット対応キオスク端末筐体

大きなカーブを取り入れた存在感のあるデザインを精密板金の技術で表現しました。
レーザ溶接を取り入れて部品を一体化したアルミ製の軽量ボディは、
デスクに置いたり、壁に掛けたり、使う人を最優先に考えた自由なレイアウトを可能にしました。 -
レーザ加工機による精密板金の穴あけ加工

レーザ加工機により板厚未満の径で穴をあけた場合、仕上がりの形状が円形にならない。また、穴の周囲に溶けた材料(ドロス)が付着してしまう。
-
QCDを御社の社内にてご提案
御社にて小規模な出張展示会を行います。
また、現地にて精密板金加工についてのご相談をお受けします。 -
カラー鋼板、塗装鋼板によるリードタイム短縮

在庫を少なくし、極力受注生産での対応にしていきたいと思っている。
その為、通常の鈑金加工において、リードタイム短縮をお願いしたい。 -
精密板金で作る「動物クリップ」「ブックマーク」

動物の形をしたクリップです。
本に挟む「しおり」としても使えます。 -
レーザ切断とターレットパンチプレスによる複合精密板金ブランク加工

ブランク加工は、精密板金加工において一番最初に行われる加工工程です。
図面を基に、CADを使い立体形状を平面に展開、
CAMを使いレーザの動き方、どのパンチを使うかを割り付け、NCデータを作成します。
NCデータから材料の切断、穴あけの加工を行います。
また、加工機の中に汎用の絞り金型を入れることで同時に加工をしていきます。
写真の絞りはカウンターシンクになります。 -
切削加工部品の板金化-材料の無駄を無くしコストと環境に優しい課題解決事例

マシニング加工によりブロックからの削りだしで装置の架台を制作している。
ブロックからの削りだしのため材料の歩留まりが悪く、段取りに多くの時間がとられているようでリードタイムが長い。
そのため、納期が守られず、コストが割高のため、板金化により、
材料の無駄を無くし、リードタイムを短くしたい。 -
精密板金技術によるハイブリッド工法!! 積層精密板金化によるダイナミックなコストダウンや軽量化のご提案

機械加工部品や金型費を含めたダイカスト部品のコストダウンへの課題。
-
複雑な穴がある操作盤

異形状の穴加工もレーザ加工により、金型を用意することなく1回のプログラム作成で加工が可能。 また、切削加工との組み合わせによるハイブリット板金加工技術を使い、表面の段差を付ける等の加工も行っています。
-
鋳物、ダイカスト部品を板金部品化に(工法転換)

鋳物やダイカスト加工製品を製作するにあたって、少量生産時(試作時)に金型を作るにはコストが掛かりすぎてしまう。
鋳物製品などはそれぞれ重量が大きくなってしまうため、軽量化した製品を作りたい。 -
短納期対応でのザグリ加工

切削でのザグリ加工を短納期で仕上げたい。
ザグリ加工とは板やブロック等に穴を開けることで、貫通しておらず、底がある
穴開け加工のことを言います。
また、穴の形状は丸に限らず、六角や四角等があります。従来の加工ではブロックを切削加工により行っていました。
-
積層板金による時計のギア

レーザ切断加工によるギアです。
複数枚の同形状のギアを複数枚重ねあわせる積層板金技術により厚みを出しています。
高精度による加工の実現によって重ねあわせたギアの誤差がほぼありません。 -
装置カバーのたわみ量解析
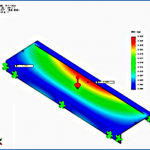
カバーに重量のある部品を取り付けた時のたわみ量を知りたい。