


納期・リードタイム短縮事例
-
短納期対応でのザグリ加工

切削でのザグリ加工を短納期で仕上げたい。
ザグリ加工とは板やブロック等に穴を開けることで、貫通しておらず、底がある
穴開け加工のことを言います。
また、穴の形状は丸に限らず、六角や四角等があります。従来の加工ではブロックを切削加工により行っていました。
-
切削加工部品の板金化-材料の無駄を無くしコストと環境に優しい課題解決事例

マシニング加工によりブロックからの削りだしで装置の架台を制作している。
ブロックからの削りだしのため材料の歩留まりが悪く、段取りに多くの時間がとられているようでリードタイムが長い。
そのため、納期が守られず、コストが割高のため、板金化により、
材料の無駄を無くし、リードタイムを短くしたい。 -
精密板金加工、新規品における納期短縮方法
精密板金加工での平均的なリードタイムは10日としています。
但し、表面への塗装やメッキ等の処理が入ると13日以上かかることもあります。
さらに新規品については設計段階でのお打合せ、展開データ作成等に大幅に時間が取られます。
新規時の打合せ納期を短縮したいというご要望がありました。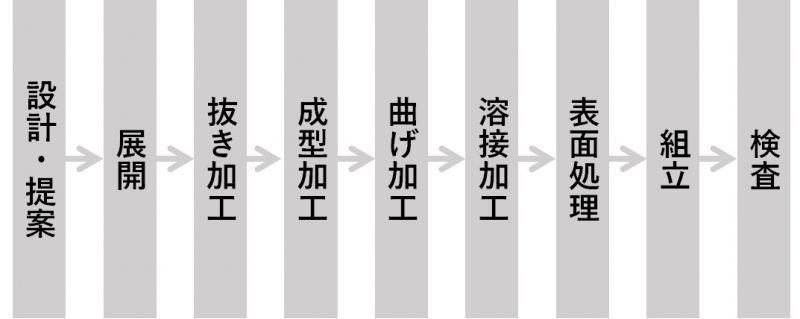
-
カラー鋼板、塗装鋼板によるリードタイム短縮

在庫を少なくし、極力受注生産での対応にしていきたいと思っている。
その為、通常の鈑金加工において、リードタイム短縮をお願いしたい。 -
QCDを御社の社内にてご提案
御社にて小規模な出張展示会を行います。
また、現地にて精密板金加工についてのご相談をお受けします。 -
精密板金加工のバーリングと活用事例

精密板金加工の場合、材料の板厚が1 mmから3 mm程度の薄板部品が多い。
一般的にねじの締結力を確保するためには、タップは3山以上にする必要がある。
例えばM3並目ねじの場合、ねじピッチは0.5 mmであるから、ねじピッチ0.5 mm×3山=1.5 mm以上の板厚が必要となる。
1.5 mm以上の材料を選択した場合は直タップで良いが、ねじ山を確保するためだけに、1 mmの板厚の部品を1.5 mmに厚くしてしまっては、部品重量の増加や材料費が増えて無駄が生じてしまう。