


精密板金加工のバーリングと活用事例
投稿日: 2017/08/10
課題及び要望の概要
精密板金加工の場合、材料の板厚が1 mmから3 mm程度の薄板部品が多い。
一般的にねじの締結力を確保するためには、タップは3山以上にする必要がある。
例えばM3並目ねじの場合、ねじピッチは0.5 mmであるから、ねじピッチ0.5 mm×3山=1.5 mm以上の板厚が必要となる。
1.5 mm以上の材料を選択した場合は直タップで良いが、ねじ山を確保するためだけに、1 mmの板厚の部品を1.5 mmに厚くしてしまっては、部品重量の増加や材料費が増えて無駄が生じてしまう。
 直タップ
直タップ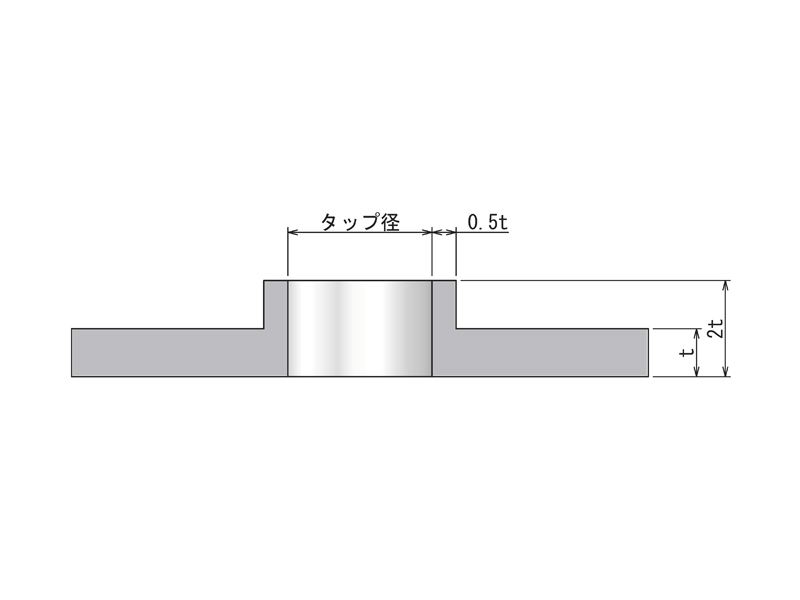 バーリングのモデリング例
バーリングのモデリング例解決策の内容
精密板金加工において、計算上、タップのねじピッチが3山未満の板厚を使いつつ、ねじピッチを3山以上にして、ねじの締結力を確保したいという相反する条件を実現するために、バーリングタップという方法が使われる。
バーリングタップとは、まず、材料に下穴をあけて、次に成形金型で穴周辺を塑性変形させ、バーリング形状(凸形状)を作る。最後にバーリング形状の穴の部分にタップ加工をする。
このバーリングタップの技術を使えば、板厚1 mmの材料であってもM3並目ねじを使うことができる。
バーリング寸法の標準的な凸長さは、板厚と同程度であり、凸部の厚さは板厚の1/2程度である。
ちなみに、例えば、M3バーリングタップの図面表記はM3BRとすると良い。
バーリングタップの加工可能範囲は精密板金業者によって異なるが、当社では、ブランキングマシンでの切断加工と同時に、M2~M5までのバーリングタップを加工できる生産設備を整えている(板厚・材質により制限あり)。
安価なコストでねじの締結力を上げることができるバーリングタップだが、ねじの付け外しが多い場所や、アルミなどのやわらかい材質の場合は、強度不足による締結不良のリスクを考慮して、カシメナットを使用した方が良い場合もある。
 バーリング凸
バーリング凸 バーリング凹
バーリング凹効果について
タップのねじ山は3山以上確保する必要があるが、板厚が薄いために確保が難しい場合は、バーリングタップを使う。
バーリングタップを使用すると、少ないコストでねじ山の数を増やすことができる。
バーリングタップでも、付け外しの多い部分やアルミ材の場合はカシメナットなどを使用する検討をおこなう。
« 脱水素装置(触媒反応器)
この事例のカテゴリー