


精密板金の曲げ加工における曲げ逃げの影響
投稿日: 2016/11/05
課題及び要望の概要
精密板金部品を展開図にした際、曲げ線が板端面より内側になる形状の場合、曲げ逃げがないと曲げ部両端の材料がちぎれながら曲がる結果となる。これを無理曲げと呼ぶ。
無理曲げは、曲げ加工の際に曲がるまいとする板の抵抗力によって、金型から板が滑り、曲げ寸法の狙い値とのずれが生じる。
そのため、曲げ寸法の狙い値からのずれを補正するための工程や、手直しをする時間が増えてしまう。
同様の理由から、曲げ角度のばらつきも大きくなり、精度の向上が見込めない。
曲げ加工の余分にかかる時間がコストアップにつながってしまう。
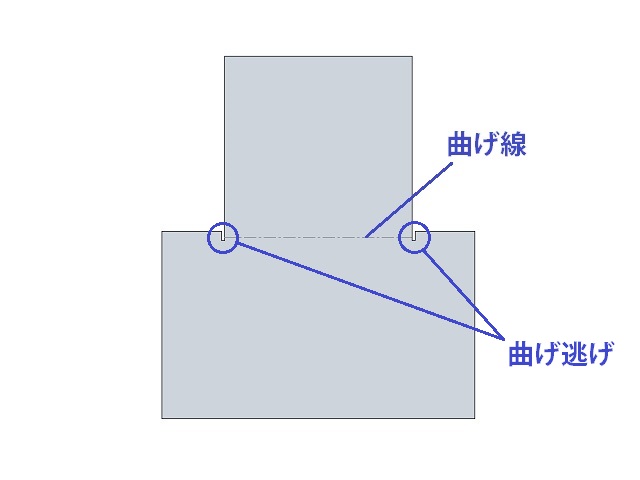 展開図の曲げ線と曲げ逃げ
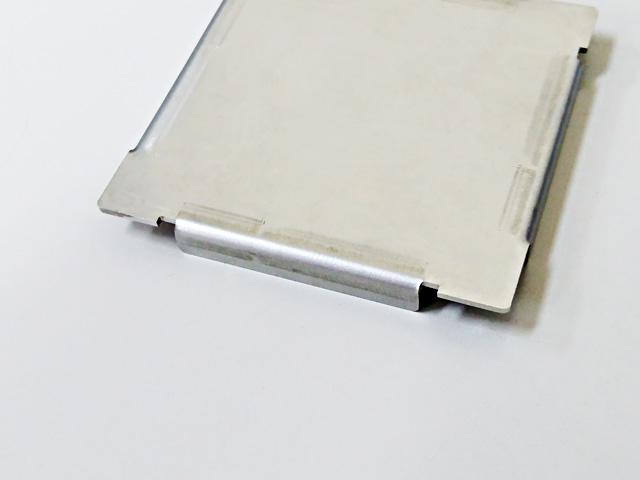
展開図の曲げ線と曲げ逃げ 無理曲げした曲げ部の外観
無理曲げした曲げ部の外観解決策の内容
無理曲げになる形状には、曲げ部両側に曲げ逃げを追加する。
その際、曲げ逃げの幅および長さは板厚以上にすると、曲げる際に金型と材料の位置決めがしやすくなり、作りやすい部品になる。
あえて、曲げ逃げの幅を極小にしたい場合は、一般的なレーザ加工機によるスリット加工の最小幅である0.5mmで設計するとよい。
 曲げ逃げを追加した曲げ部の外観
曲げ逃げを追加した曲げ部の外観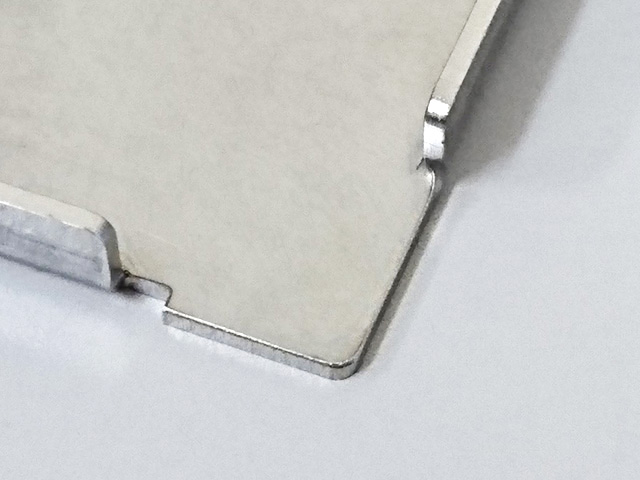 曲げ逃げの有無による外観の違い
曲げ逃げの有無による外観の違い効果について
無理曲げによる材料の引っ張られが原因で、曲げ段取りの補正や手直しなどの時間とコストが掛かっていたが、曲げ逃げを追加することで、その時間とコストが削減できる。また、角度のばらつきが抑えられ、品質も安定する。
前の事例
« QCDを御社の社内にてご提案
« QCDを御社の社内にてご提案
この事例のカテゴリー
- 曲げ加工製品
加工技術別
- 技術課題解決事例
課題別
- その他の加工事例
業界分野別